
联系我们
服务热线:
电话:0769-87075351
高先生:13825798062
李小姐: 13437359549
邮箱:Laxgr200808@163.com
公司地址:广东省东莞市万江街道高地路8号101室
泡沫模具成型跟拆卸问题要注意什么呢?
时间:2020-07-23 14:57:42 来源:http://www.dghymj.com/
制件成型后要从模内脱出在脱模方向上应有脱模斜度.壁高在100MM以内时脱模斜度为1~1.3,如在壁上有蒸汽孔时脱模斜度不应小于2。 一方面是为了轻易脱模另一方面也是为了避免侧壁在脱模是的划伤影响表面质量。

如果泡沫模具包装产品的图纸中只有公称尺寸而未注明其斜度时成广模具认为应留意以下两点:
1.包装的外尺寸即EPS成型模具的凹模尺寸其最大的尺寸为公称尺寸。这样另一端尺寸稍小一点以利于内包装顺利进入外包装。
2.包装的内尺寸即凸模尺寸其最小的尺寸为公称尺寸。这样的内尺寸会轻微大一点以利于产品进入包装。
3.蒸箱发泡 关于出产小型、薄壁和复杂的塑件,大多选用蒸箱发泡成型。将填满泡沫成型机可发性聚苯乙烯质料的模具合模后放进蒸箱通人蒸汽加热,蒸汽压力和泡沫设备加热时刻视塑件巨细和厚度而定。一般蒸汽压力控制在0.05~0.25 MPa,加热时刻为2~3 min,根据需要也可长达10min以上。模内的预发泡颗粒受热软化和胀大就相互熔结在一同,从蒸箱内取出模具,冷却脱模后即可得到泡沫塑料制件。
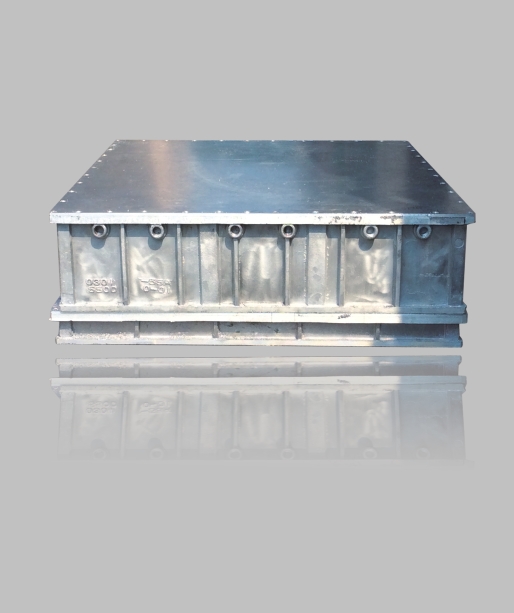
4.泡沫塑料成型机发泡 泡沫塑料成型机是国内遍及运用的聚苯乙烯泡沫塑料成型设备,该设备可分为包装成型机和板材成型机两种。厚度较大的泡沫塑料制件或大中型的泡沫塑料制件常选用泡沫塑料成型机直接发泡成型。在模具上开有供通气用的0.1~0. 4mm直径泡沫机械的通气孔,在成型前先通入0.1~0.2MPa的加热蒸汽,将模具预热0.5 min后,翻开出气口,用气送法将预发泡颗粒注入模具型腔中,闭合出气口,在蒸汽室中通入0.1~0.2 MPa的蒸汽,使温度升至1100C左右,型腔内的预发泡颗粒就胀大粘接为一体,关闭蒸汽阀门并坚持1~2min,然后通冷却水,而后脱模。
本页关键词:
 高生/2601880756
高生/2601880756


